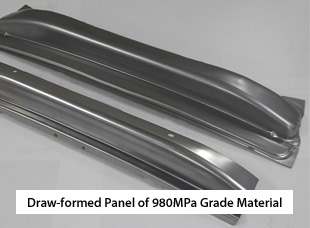

As the need of weight reduction increases for automobiles, more ultra high-tensile material is used than before. Ultra high-tensile materials are difficult to process by press forming. Therefore, they used to be used primarily for simple bended parts. However, with the advance of forming technology and die tooling technology, we expand the application of such materials to even more parts.

High strength of material more than 1500MPa tensility can be gained by heating up to more than 800 degree C and forming with cooling rapidly in the die (quenching). Mitigating spring back risk is another advantage because there is no residual stress caused by forming.


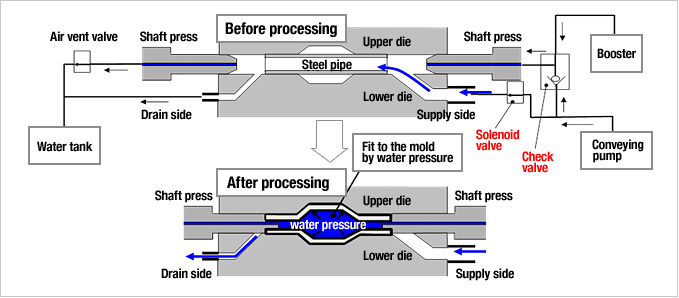
A process to perform expansion forming of a pipe, by adding high liquid pressure (water pressure) to the inside of a pipe within dies. This method is advantageous to conventional method of joining separated press components by welding, in terms of number of parts, welding time, shape accuracy, etc.
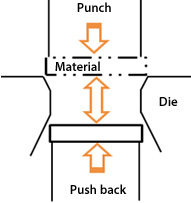
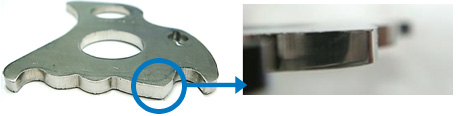
High precision parts are usually manufactured with fine blanking process which requires the specialized machine. We have adopted fine pressing with the push-back method, which can manufacture parts with equivalent or higher precision than fine blanking.
| Fine Press | |
| Punched face roughness | ra 0.4 approx. |
| Punch sag amount | Approx. 6% of the material thickness |
| Draft | Almost zero |
| Processing pressure | Equal to typical punching process pressure |
| Deburring | Unnecessary |

It is a component made by pressing a pipe material, which is used for rear suspension framework. This affects the vehicle's roll stiffness, and it requires a high level of shape accuracy. Weight is reduced by approximately 20% compared with the conventional sheet metal type.
Crushed tube having the strength of 780MPa grade made of high-tensile material is used. However difficult forming of hard materials is, we utilize the method of forming simulation technique to realize the shape optimized for customer's needs.
Tube crushed-formed with press process and applied to Rr Torsion Beam Axle for two-wheel drive vehicles. We have invented crushed-formed tube, which meets the required performance and can be manufactured only by press process without whole heating with our own forming technologies.
Tube crushed-formed with press process and hydroforming. Applied to Rr Torsion Beam Axle for all-wheel drive vehicles, in which the beam is shaped not to interfere with the propeller shaft.
Our unique tube forming technology, which makes the perimeter variable, can significantly improve the bending stiffness with maintaining the torsional stiffness. By expanding both ends of the tube, we can reinforce the roll stiffness and the toe stiffness which are indispensable for the vehicle motion performance.
Laser-heat the cold-formed tube in the specific areas to eliminate the residual stress after forming. The beam is applied to the vehicle, in which the higher performances, such as torsional stiffness, are required.

Press forming generates compressive strain and tensile strain (residual stress) within the material. Compressive residual stress improves rigidity, but tensile residual stress may cause the rigidity to decrease significantly. The residual tensile stress can be removed by radiating laser of certain conditions to the parts where the residual tensile stress is generated.
Laser partial heat treatment contributes to reduction of heat treating time and the process cost by reduced post-process rather than the whole heat treatment processed in furnace.
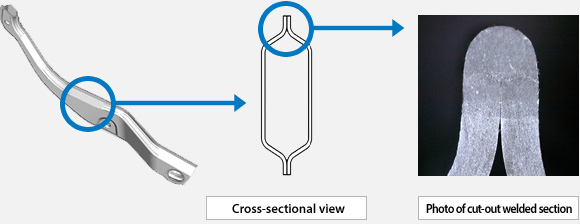
With the hollow structure achieved by joining 2 thin panels by welding,
weight is reduced significantly while maintaining the same or better rigidity compared to that of conventional thick-material pedal.
Using Y-tec's own know-hows, we realized super high-speed welding of thin materials with the thickness of 1mm by typical MAG welding.
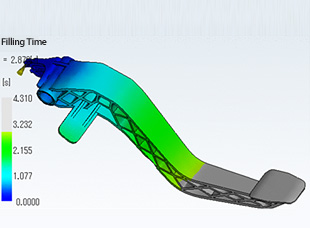
Although resin has lower strength and rigidity compared to metal, by reinforcing it with glass fibers, strength and rigidity can be secured while reducing weight significantly.
In pursuit for the ideal basic structure that satisfies various use conditions and layout requirements, we perform a series of strength analyses to elaborate on the finest details. By conducting a flow analysis, we evaluate the whole resin molding process and verify any molding defects (such as sinks and welds).
Copyright(C) Y-TEC CORPORATION All Rights Reserved.